iso 15614 1 pdf free download
Introduction
The long-awaited revision of ISO 15614 Part 1, the ISO standard for the qualification of arc and gas welding procedures for steels and Nickel alloys, was completed in the first half of 2017. The new version of the standard was published during June of the same year as ISO 15614-1:2017 and adopted by BSI as BS EN ISO 15614-1:2017. This superseded BS EN ISO 15614‑1:2004+A2:2012, which was withdrawn.

Click here to see our latest technical engineering podcasts on YouTube.
The 2017 version of the standard is the result of an extensive and lengthy revision process completed by the ISO /TC 44/SC 10 subcommittee and differs significantly from the previous version in format, with some major changes in technical content. This article presents the most significant differences between the 2017 and the previous version of the standards, explains the rationale behind the changes and provides practical guidance on how to deal with them.
Questions on the application of clauses of ISO 15614-1 that are not described here, as well as on other welding-related standards, can be submitted via email contactus@twi.co.uk.
DISCLAIMER - TWI is not authorised to give official interpretations of BS EN ISO standards. The views and opinions expressed in this article are those of the authors and do not reflect the official policy or position of ISO, CEN or BSI. This article is not to be taken as a substitute for the standard, which must be consulted where its application is required. No liability rests with TWI for any damages arising from the content of this article.
New: welding procedure test levels
The main change is that ISO 15614-1:2017 includes two levels of welding procedure tests, designated by levels 1 and 2. Level 1 is based on requirements of Section IX of the ASME Boiler and Pressure Vessel Code (ASME IX) and Level 2 is based on the previous issues of ISO 15614-1.
The introduction to the standard explains that this approach was introduced "in order to permit application to a wide range of welded fabrication". In Level 2, the extent of testing is greater and the ranges of qualification are more restrictive than in Level 1. Hence, procedure tests carried out to Level 2 automatically qualify for Level 1 requirements, but not vice-versa. It should also be noted that when no level is specified in a contract or application standard, the requirements for Level 2 apply.
In addition, in recent years, various industry sectors and standard development organisations have been pushing towards harmonisation and convergence between international standards, including those for welding qualifications. At the start of the revision process, the relevant ISO subcommittee carried out a comparison between corresponding requirements in ISO 15614-1 and ASME IX to evaluate the possibility to develop a 'one-size-fits-all' standard. This exercise showed that the differences were such that these two standards could not be merged into one, hence the decision to include a two-level approach.
As explained in the UK National Foreword to BS EN ISO 15614-1:2017, during the development of this standard, the UK committee voted against its approval. The UK committee was concerned that the format of the standard (two levels being presented side-by-side, mixed with text common to both levels) may cause a problem when working to either of the two welding procedure test levels. Users are warned that, as the requirements of the two levels are often specified in the same clause, vigilance is required to identify the testing requirements and the range of qualification for the particular welding procedure test level.
What happens to previous welding procedure qualifications?
The validity of previous welding procedure qualifications is addressed in different Sections of ISO 15614-1:2017, as follows:
- Introduction: "All new welding procedure tests are to be carried out in accordance with this document from the date of its issue. However, this document does not invalidate previous welding procedure tests made to former national standards or specifications or previous issues of this document"
- Section 1: "Specification and qualification of welding procedures that were made in accordance with previous editions of this document may be used for any application for which the current edition is specified. In this case, the ranges of qualification of previous editions remain applicable"
- Section 1: "It is also possible to create a new welding procedure qualification record (WPQR) range of qualification according to this edition based on the existing qualified WPQR, provided the technical intent of the testing requirements of this document have been satisfied. Where additional tests have to be carried out to make the qualification technically equivalent, it is only necessary to perform the additional test on a test piece"
In other words:
- Previous welding procedure qualifications remain valid and the ranges of qualification stay the same, even when ISO 15614-1:2017 applies.
- Nevertheless, when contracts make reference to ISO 15614-1:2017, the authors recommend that manufacturers issue new WPQRs according to this edition, using the data available from the existing WPQRs.
Main technical changes and their background
A description of the main technical changes is given in the table below. This also includes an explanation of the rationale behind the changes and how these affect existing and future welding procedure qualifications.
The table focuses on the difference between Level 2 requirements and the corresponding requirements in the previous edition of ISO 15614-1. Level 1 requirements, based on ASME IX, are not discussed.
IMPORTANT: the table is limited to the most significant changes, in the authors' opinion, between ISO 15614-1:2017 (Level 2) and the previous edition. It includes brief descriptions of variables and clauses and it cannot substitute the standard. Users must consult the standard when its application is required.
Comparison between ISO 15614-1: 2004+A2:2012
and ISO 15614-1:2017 (Level 2).
ISO 15614-1: 2004+A2:2012 | ISO 15614-1:2017 | Reason for change and main consequences |
Clause/table (ISO 15614:2017): 1 Introduction | ||
| One qualification procedure defined | Two welding procedure test levels:
|
|
Annexes | ||
| Relationship with the Pressure Equipment Directive (PED) in Annex ZA | Relationship with the Pressure Equipment Directive (PED) in Annex ZA. Level 2 only is permitted for compliance with the PED. |
|
Test Pieces
6.2.3 | ||
| NOTE The word "pipe", alone or in combination, is used to mean "pipe", "tube" or "hollow section" | NOTE The word "pipe", alone or in combination, is used to mean "pipe", "tube" or "hollow section" except square or rectangular hollow section. | The reason for the change could not be established. The consequence of this change is that square or rectangular hollow sections shall be treated as plates. |
6.3 | ||
| Welding and testing of the test pieces shall be witnessed by an examiner or an examining body. | The welding and the testing of the test piece shall be verified by the examiner or examining body. |
|
Destructive and non-destructive testing
ISO 15614-1: 2004+A2:2012 | ISO 15614-1:2017 | Reason for change and main consequences |
Table 2 Examination and testing requirements | ||
| See Table 1 |
|
|
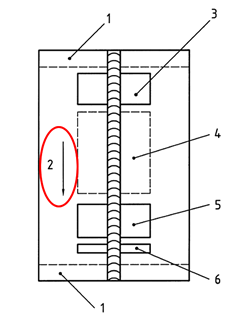
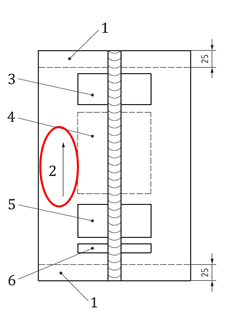
Figure 5 Location of test specimens in butt joints in plate | ||
| Location of test specimens in Figure 5 (welding direction top-bottom of page, see below). Key
NOTE: not to scale. | The welding direction is now from the bottom to the top of page, but the specimen location is the same. So, the location of test specimen with regard to the start and end of the weld has changed (see below). Key
NOTE: not to scale. |
|
Figure 6 Location of test specimens in butt joints in pipe | ||
| No welding direction shown. So, specimen locations around the pipe circumference are the same, regardless of the welding progression (vertical-up or down) | Figure 6 split into two diagrams for vertical-up and vertical-down progressions, with specimens in different locations around the pipe circumference. NOTE: for the vertical-down progression (right-hand side) the location of area 5 (start of weld, macro and hardness) in the diagram for the vertical-down progression seems to indicate that the start of weld should be at 3 o'clock position. Also, the location of area 1 (end of weld), seems to indicate that the weld ends at the 12 o'clock position. It is the opinion of the authors that this is an error and that a Key specific for the vertical-down progression diagram should be added. |
|
Table 3 Permitted maximum hardness values | ||
| For material groups 4,5 (heat treated): Max 320 HV10 |
|
|
7.5 Acceptance levels | ||
| See clause 7.5 | Table 4 added to clarify requirements |
|
Ranges of qualification
ISO 15614-1: 2004+A2:2012 | ISO 15614-1:2017 | Reason for change and main consequences |
8.2 Manufacturer | ||
| Qualification valid for other workshops under the same technical and quality control | Technical and quality control not mentioned. Qualification valid "in workshops or sites when the manufacturer who performed the welding procedure test retains |
|
8.3.1 Parent material grouping | ||
| Refers to CR ISO 15608 |
|
|
Table 5 Range of qualification for steel groups and subgroups | ||
| Table 3 has very few dissimilar combinations | Table 5 is much more comprehensive | Table 5 is now easier to use, especially for dissimilar metal welds |
Table 5 Range of qualification for steel groups and subgroups | ||
| For Group 11 (mainly ASTM/ASME materials), note b applies, ie steels in the same sub-group and any lower sub-group within the same group lower sub-groups are qualified | For Group 11, note a applies, ie equal or lower specified minimum yield strength steels (independent of the material thickness) are qualified |
|
Table 6 Range of qualification for nickel alloys groups and subgroups | ||
| Table 4 has very few dissimilar combinations |
| Table 6 is now easier to use, especially for dissimilar metal welds |
Table 7 Material and weld deposit thickness (butt welds) | ||
| Table 5 has the same ranges for weld deposit thickness material thickness |
Table 7 essentially similar to previous Table 5, except:
|
|
Table 8 Material and throat thickness for fillet welds | ||
| Table 6:
| Table 8 :
|
|
Table 9 Pipe and branch connections diameter | ||
| Table 7 :
| Range is ≥ 0.5D for all diameters |
|
8.4.1 Welding processes | ||
| For multi-run welds, no requirement to test weld metal deposited from each welding process |
|
|
8.4.2 Welding positions | ||
| 8.4.2 | The wording has been revised, the principles are the same apart from;
|
|
8.4.3 Type of weld / joint | ||
| 8.4.3 | New clauses:
Modified clause (new text in Italic):
|
|
8.4.4 Filler materials | ||
|
|
|
8.4.7 Heat input (arc energy) | ||
| 8.4.8:
| 8.4.7:
|
|
8.4.8 Preheat temperature | ||
| 8.4.9: |
|
|
8.4.9 Interpass temperature | ||
| 8.4.10: |
|
|
8.4.11 Heat treatment | ||
| 8.4.12: |
- Stress relief (below lower transformation temperature),
|
|
8.5.1 Submerged arc welding | ||
| 8.5.1:
|
|
|
8.5.2.1 Gas-shielded metal arc welding (Shielding gases) | ||
| 8.5.2: | Maximum permissible deviation for the CO2 content has now been clarified as a 'relative deviation' of ±20% of CO2 from nominal composition |
or
|
8.5.2.3 Gas-shielded metal arc welding (Transfer mode) | ||
| Spray or globular transfer modes qualify spray and globular | New clause on Transfer Mode
| Range of qualification now covers the pulsed transfer mode and the newer waveform-controlled power sources |
| No reference to waveform controlled welding | New clauses on waveform controlled welding:
| In practice:
|
8.5.3.1 TIG welding, shielding gases | ||
| 8.5.3: |
| See 8.5.2.1 for explanation of 'relative deviation' |
8.5.4 Plasma arc welding | ||
| 8.5.4: | A change in the type of joint preparation (groove) requires a re-qualification. | Clause on joint type added in line with ASME IX (QW-257 and QW-402.1) |
8.5.6 Backing gas, all processes | ||
| 8.5.3:
| New clause on Backing Gases which covers the Material Groups
| The rules on backing gas have been improved following feedback from users |
Annex A | ||
| Not present | New Annex but not relevant for Level 2 | |
Authors
Andy Brightmore (TWI) – Software Business Development ( http://www.twisoftware.com/ ).
Marcello Consonni (TWI) - Member of ISO subcommittee ISO /TC 44/SC 10 'Quality management in the field of welding', UK national committee WEE/36 'Qualification of welding personnel and welding procedures' and contributing member of ASME BPVC Section IX committee.
Professor Bill Lucas – UK delegate on ISO subcommittee ISO /TC 44/SC 10 'Quality management in the field of welding', national committee WEE/36 'Qualification of welding personnel and welding procedures'.
Last reviewed: December 2017
Posted by: yongjacksitse0193725.blogspot.com
Source: https://www.twi-global.com/technical-knowledge/faqs/faq-whats-new-in-iso-15614-1-2017

Post a Comment for "iso 15614 1 pdf free download"